正確使用扭矩扳手的方法,扭力矩扳手使用方法圖解,數顯扭力矩扳手
時間: 2019-01-25 14:20 瀏覽次數:
正確使用扭矩扳手的方法,上海實干作為優質生產廠告訴大家這方面的信息!扭矩扳手頻繁使用使內部零件易磨損,引起扭矩扳手示值不穩定。因而,定期保養扭矩扳手,對扭矩扳手的工作狀態是有幫助的。 在的裝配中,使用了大量的螺紋副將各種零部件連接在一起,零件之間配合
正確使用扭矩扳手的方法,扭力矩扳手使用方法圖解,數顯扭力矩扳手
正確使用扭矩扳手的方法,作為優質供應商,上海實干告訴大家這方面的信息!扭矩扳手長期使用后,由于工作環境不理想,粉塵、潮濕等原因造成扭矩扳手內部零件淤積,扭矩扳手頻繁使用使內部零件磨損,引起扭矩扳手示值不穩定。因而,定期保養扭矩扳手,對扭矩扳手的工作狀態是有幫助的。 在的裝配中,使用了大量的螺紋副將各種零部件連接在一起。。因而提高扭矩質量,日益得到行業各公司的重視。影響扭矩質量的因素有很多,如: 人的因素, 扭矩扳手的因素,零件之間配合,扭矩裝配工藝的失準,螺栓與螺母的螺紋之間配合,零件與螺母表面的接觸形式等。
正確使用扭矩扳手的方法,扭力矩扳手使用方法圖解,數顯扭力矩扳手


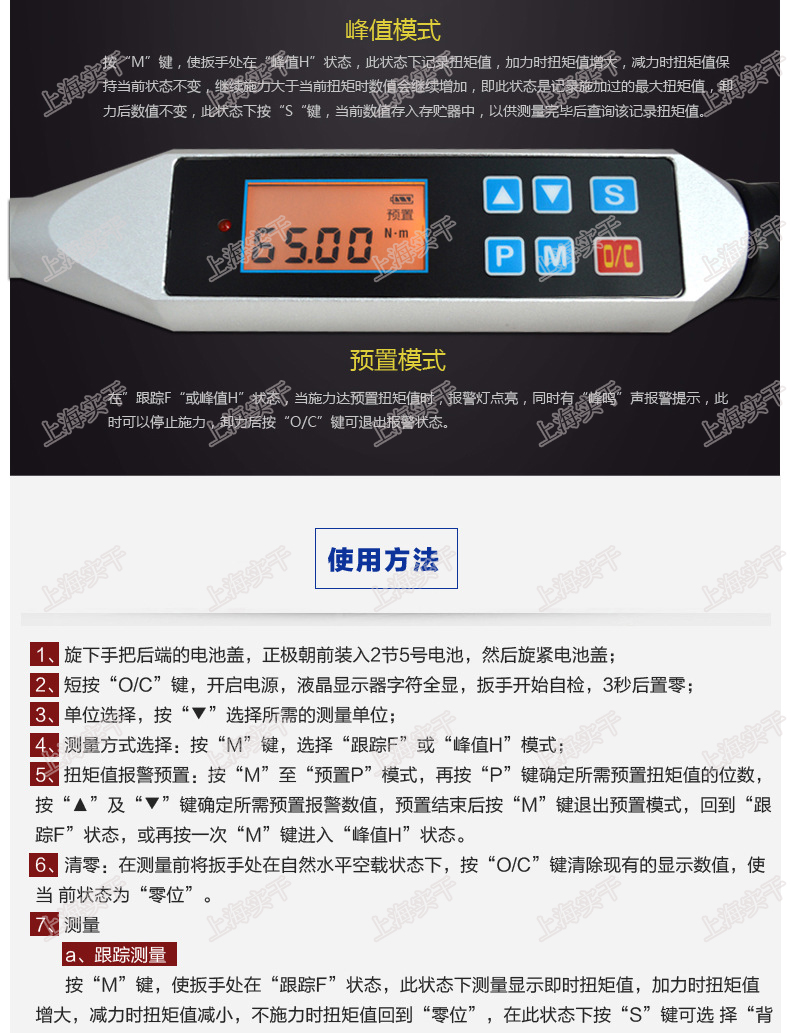



 數顯扭力扳手使用方法:
數顯扭力扳手使用方法:
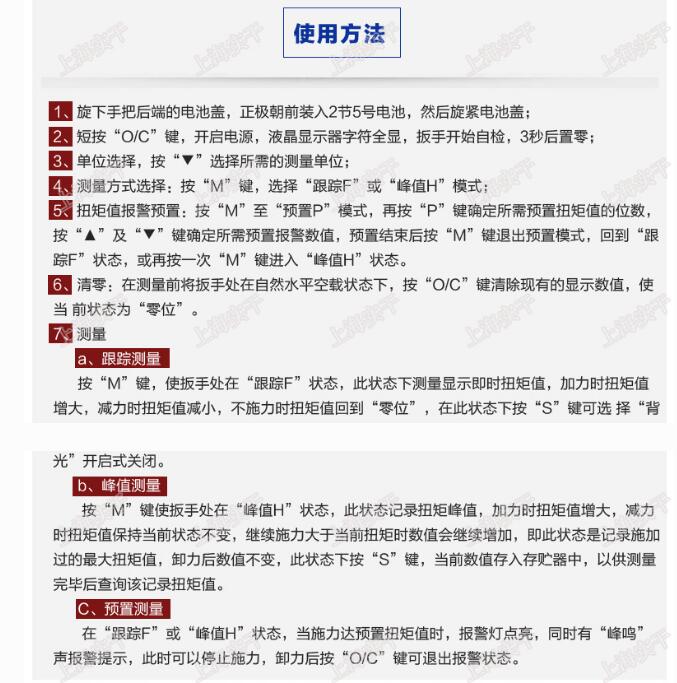
1、旋下手把后端的電池蓋,正極朝前裝入 2 節 5 號電池,然后旋緊電池蓋;
2、短按“O/C”鍵,開啟電源,液晶顯示器字符全顯,扳手開始自檢,3 秒后置零;
3、單位選擇,按“▼”選擇所需的測量單位;
4、測量方式選擇:按“M”鍵,選擇“跟蹤 F”或“峰值 H”模式;
5、扭矩值報警預置:
按“M”至“預置 P”模式,
再按“P”鍵確定所需預置扭矩值的位數,按 “▲”及“▼”鍵確定所需預置報警數值,預置結束后按“M”鍵退出預置模式,回到“跟蹤 F”狀態,或再按一次“M”鍵進入“峰值 H”狀態。
6、清零:在測量前將扳手處在自然水平空載狀態下,按“O/C”鍵清除現有的顯示數值,使當 前狀態為“零位” 。
7、測量 a、跟蹤測量 按“M”鍵,使扳手處在“跟蹤 F”狀態,此狀態下測量顯示即時扭矩值,加力時扭矩值 增大,減力時扭矩值減小,不施力時扭矩值回到“零位” ,在此狀態下按“S”鍵可選 擇 “背光”開啟式關閉。
b、峰值測量 按“M”鍵使扳手處在“峰值 H”狀態,此狀態記錄扭矩峰值,加力時扭矩值增大,減力時扭矩值保持當前狀態不變, 繼續施力大于當前扭矩時數值會繼續增加, 即此狀態是記錄施 加過的zui大扭矩值,卸力后數值不變,此狀態下按“S”鍵,當前數值存入存貯器中,以供 測量完畢后查詢該記錄扭矩值。
C、預置測量 在“跟蹤 F”或“峰值 H”狀態,當施力達預置扭矩值時,報警燈點亮,同時有“峰鳴” 聲報警提示,此時可以停止施力,卸力后按“O/C”鍵可退出報警狀態。
下面著重分析如何正確使用扭矩扳手的方法。
1. 人的因素
“質量是制造出來的”,因此人為因素是最重要的因素之一。它包括操作者使用扭矩扳手的熟練程度和裝配零件時扭矩的施加方法。
①熟練使用扭矩扳手是指操作者按《扭矩扳手操作規范》和《標準化作業單》(企業可根據本行業以及實際情況制定)正確使用扭矩扳手施加扭矩,以獲得合格的扭矩質量。不正確的操作方法不當的主要表現形式如下:
不正確操作扭矩扳手的主要表現形式 序號 錯誤的操作扭矩扳手形式 實際扭矩結果 1 施加扭矩速度過快,依靠瞬時的沖擊力完成 偏小 2 扭矩扳手信號響后,繼續施力 偏大 3 扭矩扳手不與螺母端面保持平行,不應大于±15 偏小 4 操作者的手沒有握住扳手手柄的有效線上
扭矩扳手維保后的檢查:
1. 查看外觀是否有損壞,包括查看棘輪頭和驅動方頭是否完好,扳手外殼是否有明顯變形或斷裂,視窗顯示是否清晰,塑膠部件是否損壞;
2. 扭矩值是否可調,鎖緊裝置是否有效,達到設定裝置后是否有音響報警,棘輪頭是否打滑;
本文由扭矩扳手:http://www.yhzgjx.com/友情提供
正確使用扭矩扳手的方法,扭力矩扳手使用方法圖解,數顯扭力矩扳手